In the fast-paced world of industrial automation, the efficiency of material handling can determine the success of an entire production line. A modular belt system offers a revolutionary approach to conveyor technology, replacing traditional monolithic belts with interlocking plastic modules that provide unmatched flexibility and durability.
The global shift toward highly customizable manufacturing means that industries are no longer looking for "one size fits all" solutions. By adopting a modular belt, companies can significantly reduce downtime, as individual damaged sections can be replaced without needing to strip the entire conveyor system.
Understanding the nuances of these systems—from material composition to installation strategies—allows engineers to optimize throughput and maintain strict hygiene standards, making the modular belt an essential component in modern logistics, food processing, and heavy-duty manufacturing.
The Industrial Significance of Modular Belt Systems
The widespread adoption of the modular belt has transformed how the global manufacturing sector handles bulk and unit loads. By integrating precision-molded plastic components, these belts eliminate the tracking issues common with traditional fabric or rubber belts, ensuring that materials move in a perfectly straight line regardless of the load distribution.
From a macroeconomic perspective, the reduction in maintenance overhead provided by a modular belt contributes to leaner operations. This efficiency is critical in industries where every minute of downtime results in thousands of dollars in lost revenue, making the modular approach a strategic asset for operational resilience.
Core Components and Material Engineering
At the heart of a high-performance modular belt is the science of polymer engineering. Most systems utilize materials like Polypropylene (PP), Polyethylene (PE), or Acetal (POM), each selected based on the environment. For instance, Acetal is favored for its high tensile strength and low friction, which is ideal for high-speed transport.
The structural integrity of the belt relies on the precision of the interlocking pins and hinges. These components are designed to withstand extreme mechanical stress while maintaining a tight tolerance, preventing the belt from stretching or drifting over time—a common failure point in non-modular systems.
Furthermore, the ability to incorporate different plastic components within a single belt allows for specialized functionality. Whether it is an open-grid design for drainage or a solid-top surface for small parts, the material engineering of a modular belt ensures it can be tailored to specific chemical, thermal, and mechanical requirements.
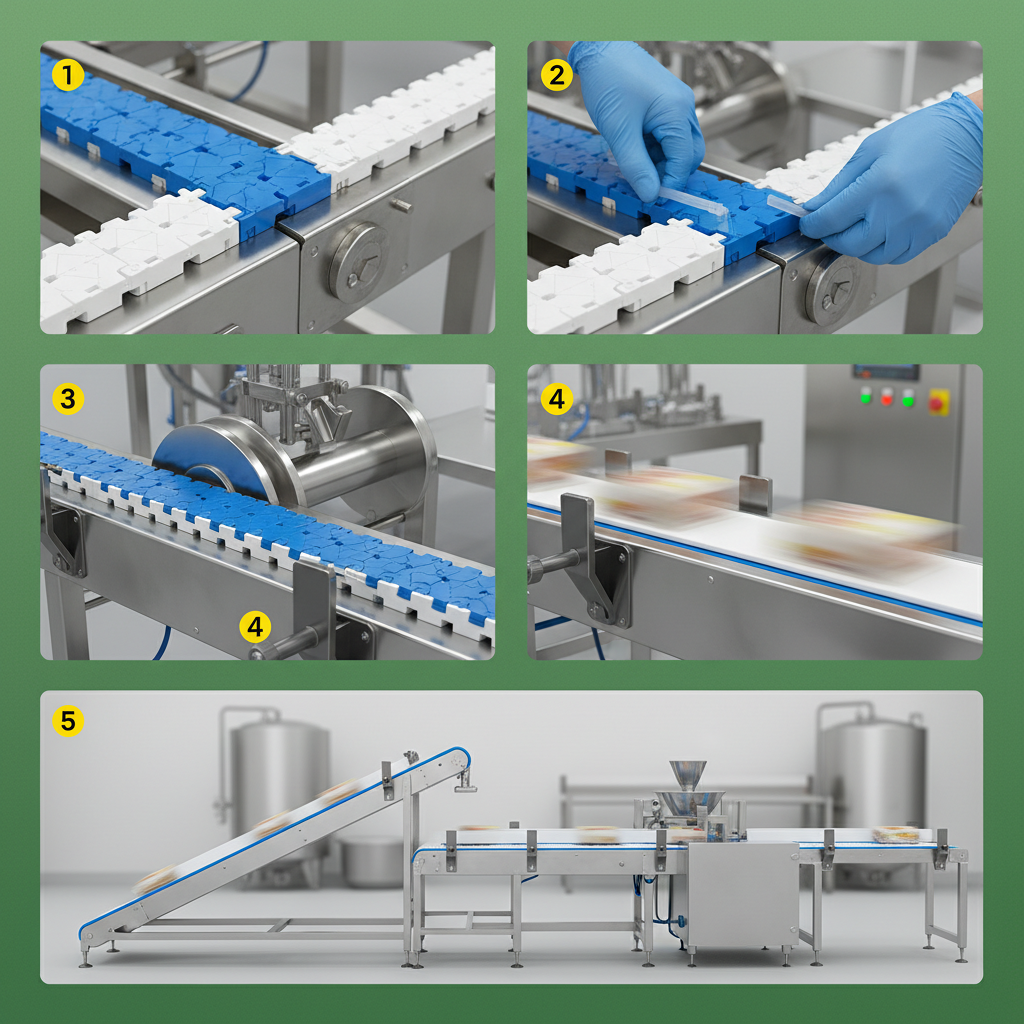
Defining the Modular Belt Mechanism
In simple terms, a modular belt is a conveyor belt constructed from small, individual plastic modules that are joined together by integrated hinges. This "LEGO-like" structure allows the belt to be built to any width or length required by the facility.
The primary mechanical advantage of a modular belt is its inherent stability. Because the modules are physically locked together, the belt does not "wander" or slip, which significantly reduces the need for constant manual adjustment and tracking alignment.
This mechanism is particularly vital for modern humanitarian and industrial needs, such as food safety in large-scale distribution centers. The ability to easily disassemble a modular belt for deep cleaning prevents bacterial growth and ensures compliance with ISO and FDA hygiene standards.
Key Performance Metrics and Efficiency Factors
Evaluating the success of a conveyor system involves analyzing several critical metrics. For a modular belt, the most important factors are tensile strength, wear resistance, and ease of maintenance. Unlike traditional belts that require splicing and vulcanization, modular systems can be repaired in minutes.
When comparing different modular configurations, engineers often look at the "coefficient of friction" and "impact resistance" to determine which belt style is best suited for the application, whether it be high-speed sorting or heavy-duty pallet moving.
Modular Belt System Performance Comparison
Global Applications Across Diverse Sectors
The versatility of the modular belt makes it indispensable across global industries. In the food and beverage sector, these belts are used for everything from bottling lines to oven cooling, where their ability to withstand extreme temperature fluctuations and caustic cleaning agents is a key advantage.
Beyond food, we see these systems in remote industrial zones and pharmaceutical plants. For instance, in high-precision electronics assembly, a specialized modular belt with anti-static properties is used to transport sensitive components without risking electrostatic discharge (ESD) damage.
Long-Term Value and Sustainability Benefits
Investing in a modular belt provides tangible long-term economic value. The most significant saving comes from the reduction in "Total Cost of Ownership" (TCO). Because only damaged modules need replacing, the waste of material is drastically reduced compared to replacing an entire 100-meter fabric belt.
From a sustainability angle, many modern modular belt components are made from recyclable thermoplastics. This aligns with global green energy and circular economy goals, allowing companies to recycle old belts into new industrial products rather than sending them to a landfill.
Moreover, the reliability of modular systems enhances worker safety and dignity. By reducing the frequency of emergency repairs and the need for hazardous manual belt tensioning, companies create a safer, more predictable work environment that fosters trust and innovation.
Future Trends in Modular Conveying Technology
The future of the modular belt is being shaped by digital transformation. We are seeing the integration of IoT sensors directly into the conveyor frames to monitor belt tension and wear in real-time. This "predictive maintenance" allows operators to replace a modular section before it fails, eliminating unplanned downtime entirely.
Additionally, advancements in additive manufacturing (3D printing) are allowing for the creation of custom-shaped modules for highly specific applications. This means a modular belt can now be engineered with integrated features like custom guides or specialized gripping surfaces for irregular product shapes.
Sustainability will also drive the development of bio-based plastics. The next generation of modular belts will likely move away from petroleum-based polymers toward biodegradable or carbon-neutral materials, further reducing the industrial footprint of global logistics.
Comparison of Modular Belt Material Characteristics and Suitability
|
Material Type
|
Temperature Resistance
|
Wear Durability (1-10)
|
Primary Use Case
|
|
Acetal (POM)
|
Medium-High
|
9
|
Heavy Duty / High Speed
|
|
Polypropylene (PP)
|
Medium
|
7
|
Chemical Processing
|
|
Polyethylene (PE)
|
Low-Medium
|
6
|
Freezing / Cold Storage
|
|
Stainless Steel
|
Extreme
|
10
|
High-Temp Baking/Ovens
|
|
Teflon Coated
|
High
|
8
|
Non-Stick Food Handling
|
|
Reinforced Nylon
|
Medium-High
|
8
|
Packaging & Logistics
|
FAQS
The primary advantage is the ease of maintenance. While a fabric belt requires professional splicing and complete replacement when torn, a modular belt can be repaired by simply replacing the damaged modules. Additionally, modular belts do not suffer from tracking issues, meaning they stay centered on the conveyor without constant manual adjustment.
Depending on the material (e.g., Acetal vs. Polypropylene) and the severity of the environment, a modular belt can last several years. Because you can replace high-wear sections (like those under the drive sprocket) without replacing the whole belt, the overall lifespan of the system is significantly extended compared to monolithic options.
Yes, they are considerably more sustainable. Since they are made from thermoplastics, they are often recyclable. Furthermore, the "repair-not-replace" nature of the system drastically reduces industrial waste. Many manufacturers are now also exploring bio-polymers to further reduce the carbon footprint of these systems.
Absolutely. By choosing the right material, modular belts can be used in deep-freeze environments (PE) or high-heat industrial ovens (Stainless Steel or specialized high-temp polymers). This versatility makes them the preferred choice for "freeze-to-fry" production lines in the food industry.
The choice depends on your product's needs: use "Flat Top" for small items to prevent them from falling through, "Flush Grid" for drainage and airflow, and "Open Grid" for high-volume liquid runoff. Consider the weight of your load and the required speed to determine if Acetal or Polypropylene is the better material choice.
Installation is generally more straightforward than traditional belts because no vulcanizing or tensioning tools are required. The belt is assembled on-site by interlocking the modules. However, it is critical to ensure the sprocket alignment is perfect to prevent premature wear on the pins.
Conclusion
The transition to modular belt technology represents a fundamental shift toward industrial flexibility and operational efficiency. By combining high-performance polymers with a scalable, interlocking design, these systems solve the age-old problems of belt tracking, costly downtime, and rigid manufacturing layouts. Whether in food safety, pharmaceutical precision, or heavy-duty logistics, the modular approach provides a reliable foundation for scaling production.
Looking forward, the integration of smart sensors and sustainable bio-plastics will only enhance the value proposition of modular conveying. For businesses seeking to modernize their material handling, the investment in a modular system is not just a hardware upgrade, but a strategic move toward a more resilient and sustainable future. To discover the perfect solution for your facility, visit our website: www.rellwin.com